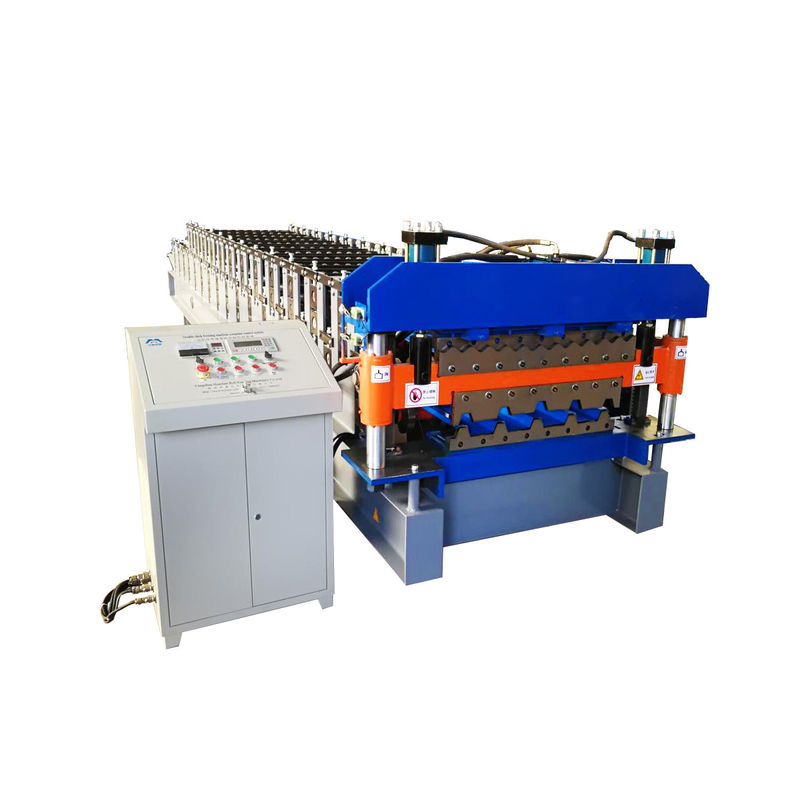
ক্রোমেকেক ছাদ পত্রকগুলি ডাবল ডেক রোল তৈরির মেশিন
মেশিনের বিশদ
|
| 1 |
মাত্রা (এল * ডাব্লু * এইচ) |
7800 * 1500 * 1510mm |
| 2 |
সমস্ত ক্ষমতা |
মোটর শক্তি -4 কিলোওয়াট
জলবাহী শক্তি -4 কিলোওয়াট
|
| 3 |
রোলার সারি |
12 সারি আপ
নিচে 16 তম
|
| 4 |
প্রমোদ |
15 / মিনিট |
| 5 |
খাদ ব্যাস |
¢ 70mm |
|
উচ্চমানের ডাবল-স্তর টাইল রোল তৈরির মেশিনের ব্যবহার:
ডাবল লেয়ার কালার স্টিল টাইল রোল ফর্মিং মেশিন নতুন ডাবল লেয়ার ডিজাইন, একটি মেশিন দ্বৈত উদ্দেশ্য, ছোট অঞ্চল, সুবিধাজনক পরিবহন এবং খরচ সাশ্রয় করে।
প্রযুক্তিগত পরামিতি: এই ডাবল-স্তর টাইল মেশিনটি অর্থনৈতিক এবং ব্যবহারিক।এটি এক সাথে দুটি ধরণের সরঞ্জাম একত্রিত করতে ব্যবহৃত হতে পারে যা স্থান বাঁচায়।এছাড়াও দুটি সিঙ্গল-লেয়ার মেশিনের তুলনায় ডাবল-লেয়ার মেশিনের দাম অনেক কম।

ডাবল লেয়ার রোল তৈরির মেশিনের ডিবাগিং পদ্ধতি:
১. প্রথমে বড় র্যাকের নীচের অংশের উপরের প্রান্তের উচ্চতা থেকে টাইল রোল গঠনের মেশিনের সামনের এবং পিছনের চারটি কোণ পরিমাপ করুন, তারপরে সারি থেকে পিছনের সারিতে, সোজা করার জন্য একটি লাইন খুঁজে পাবেন, যাচাই করুন কিনা নীচের শাফটটি একটি সরলরেখায় থাকে এবং নীচের শাফটের বাম এবং ডান দিকগুলিকে স্তরে সামঞ্জস্য করে।
২.প্লেট এবং রিয়ার প্লাটুনের কেন্দ্রটি সন্ধান করুন এবং তারপরে লকিং মাকে উভয় পাশে শক্ত করুন।মাঝের চাকাটির কেন্দ্রের আগে এবং পরে একটি সরল রেখা আঁকুন।
৩. টাইলিং মেশিনের প্রেসিং প্লেটের বিচ্যুতির ডিবাগিংয়ের পদ্ধতি, যেমন প্লেটের ডানদিকে চলমান, প্যাডের বাম দিকের কোণ (ফিডিং র্যাক), বা ডান নীচে সমতলকরণ (প্রথম অক্ষটি ভারসাম্যহীন এবং দ্বিতীয় অক্ষটি সমতল) , এবং উপরের অক্ষটি নীচের অক্ষের সাথে পড়ে)
ডাবল লেয়ার টাইল মেশিন লুব্রিকেশন সিস্টেমের একটি সেট দিয়ে সজ্জিত।যখন মেশিনটি চলমান থাকবে, এটি স্বয়ংক্রিয়ভাবে সমস্ত ভারবহন বিয়ারিংস, সংক্রমণ গিয়ার চলন গাইড এবং অন্যান্য অংশগুলিকে লুব্রিকেট করবে।
ডাবল টাইল রোল ফর্মিং মেশিন ওয়ার্কবেঞ্চের ছয়টি কার্য পদ্ধতি রয়েছে, ওয়ার্কবেঞ্চের পালা, একটি প্রথম-শ্রেণীর যান্ত্রিক সূচক রয়েছে, অবস্থান রয়েছে, সুনির্দিষ্ট পজিশনিংয়ের একটি সেটও স্থাপন করে, প্রতিটি স্ট্যাম্পিং প্রক্রিয়া সম্পূর্ণরূপে নিশ্চিত করে, কাদা স্ল্যাবটির সম্পূর্ণ নিষ্কাশন করে, ছাঁচ তৈরি করে স্থানে টাইল বিলে তাদের উপর আবার চাপ দিন, তাই ডাই সার্ভিস জীবন দীর্ঘতর, ভাল মানের পণ্য।
একটি ডাবল-লেয়ার টাইল রোল তৈরির মেশিন দ্বারা দুটি প্লেট প্রতিস্থাপনের সময়টিও কম হয় এবং উত্পাদন হার আরও উন্নত হয়, তবে একই সাথে আপেক্ষিক ভিড়ের কারণে তারা ইস্পাতকে আরও দক্ষ করে তোলে এবং অভ্যন্তরীণ এবং বাইরের পৃষ্ঠগুলি সাধারণত সমান্তরাল হয়, ডিজাইন নির্বাচনের জন্য মডেলগুলি সম্পূর্ণ এবং সুবিধাজনক।
এটি উচ্চ শক্তি সহ অন্যান্য উপাদানগুলির সাথে সংযোগ স্থাপন সহজ করে তোলে।
এর মাত্রা একটি যুক্তিসঙ্গত সিরিজ গঠন করে, ভারবহন ক্ষমতা উন্নত করে।
সাধারণ workpiece থেকে পৃথক, এইচ-আকৃতির ইস্পাত উইংস সূচিকর্ম প্রশস্ত করা হয়।সহায়ক রোলার ফ্রেমটি ইনস্টল করা, গঠনের শর্তটি সামঞ্জস্য করা এবং চেক করা কঠিন।
ডাবল-লেয়ার টাইল রোল তৈরির মেশিন দিয়ে তৈরি গ্লাস টাইল প্রেসের কাজ করার প্রক্রিয়া:
রঙিন ইস্পাত প্লেট রোলারের গঠনের অংশে প্রবেশ করে।গঠনের পরে, এটি টিপে অংশে যায়।কাটিয়া ছুরি কাটিয়া দৈর্ঘ্য নির্ধারণ জন্য দায়ী।
টাইল রোল গঠন মেশিন নিয়ন্ত্রণ ফ্রিকোয়েন্সি রূপান্তরকারী একটি ড্রাইভ মোটর, জলবাহী মোটর, চাপ আটকানো টাইল রোল মেশিন গঠনের মেশিন স্টিল প্লেট ইনস্টলেশন প্রতিটি টুকরা অংশ সঞ্চালনের জন্য প্রবর্তন করা হয়, বিদ্যুৎ সরবরাহ বন্ধ করতে হবে, হাতে বা বড় গিয়ার, পাম্প দ্বারা মোটর বেল্ট সরানো শরীরে বল্টু ব্যবহার করে সিস্টেম, যেমন কেবল সমাবেশের নির্ভুলতার প্রয়োজনীয়তা বেশি নয়, এই সমস্যাটি সমাধান করা, সমাবেশটি কঠিন, সি স্টিলের টাইল রোল তৈরির মেশিন ওয়ার্কবেঞ্চ স্থানান্তর করুন, যতক্ষণ না উভয় প্রান্তে প্লেট স্থির থাকে।
প্রতিটি অংশের চলাচল সমন্বিত কিনা বা যেমন ধীর রিটার্ন গতি, জোরে আওয়াজ এবং হাইড্রোলিক সুইং প্লেট কাঁচির অবিশ্বস্ত অপারেশন হিসাবে সমস্যাগুলি সমাধান করে না এবং এটি সংযোগকারী অংশগুলির ফ্র্যাকচার ব্যর্থতার ক্ষেত্রে মেশিনের সুরক্ষা এবং নির্ভরযোগ্যতার গ্যারান্টি দিতে পারে ।
ডাবল লেয়ার টাইল রোল তৈরির মেশিনের অপারেশন দক্ষতা:
1. স্ব-লঘুপাত স্ক্রু নির্বাচন।
কাঠামোর পরিষেবা জীবন অনুযায়ী স্থির স্ক্রুগুলি নির্বাচন করা উচিত এবং বাহ্যিক আচ্ছাদন সামগ্রীর পরিষেবা জীবন নির্দিষ্ট পরিষেবা জীবনের সাথে সামঞ্জস্যপূর্ণ কিনা তা সম্পর্কে বিশেষ মনোযোগ দেওয়া উচিত।
এও নোট করুন যে স্টিলের পিউরলাইনটির বেধ স্ক্রুর স্ব-তুরপুনের ক্ষমতা অতিক্রম করতে পারে না।
বর্তমানে উপলব্ধ স্ক্রুগুলি প্লাস্টিকের মাথা, স্টেইনলেস স্টিল কভার বা একটি বিশেষ টেকসই প্রতিরক্ষামূলক স্তর দিয়ে আঁকা থাকতে পারে।
2. রঙ প্লেটের পাশ এবং শেষ ল্যাপ।
ইস্পাত প্লেটের প্রতিটি টুকরো ইনস্টল করার সময়, প্রান্তের ল্যাপিং সঠিকভাবে স্টিল প্লেটের সামনের অংশে স্থাপন করা উচিত এবং স্টিল প্লেটের উভয় প্রান্তটি স্থির না করা পর্যন্ত সামনের টুকরা দিয়ে আটকে দেওয়া উচিত।
একটি সহজ এবং কার্যকর পদ্ধতি হ'ল স্টিলের প্লেটটি পৃথক করতে ক্ল্যাম্পিং টংসের একজোড়া ব্যবহার।
যখন স্টিল প্লেট অনুদৈর্ঘ্য দিক বরাবর অবস্থিত হয়, শেষ অংশটি, বিশেষত উপরের প্রান্তের অংশটি টংস দিয়ে আবদ্ধ করা উচিত, যা ইস্পাত প্লেটের এক প্রান্তের অবস্থানটি নিশ্চিত করতে পারে এবং একটি ল্যাপের একদিকের জয়েন্টটি তৈরি করতে পারে সঠিক অবস্থান, যাতে ইস্পাত প্লেট ঠিক করতে।
৩. বড়-স্প্যান এবং বৃহত-অঞ্চল গাছের নকশায় পর্যাপ্ত উজ্জ্বলতা অর্জনের জন্য, হালকা ব্যান্ডগুলি প্রায়শই নকশাকৃত হয়, যা সাধারণত প্রতিটি স্প্যানের মাঝখানে সাজানো থাকে।
যদিও আলোক প্লেট স্থাপনটি আলোক ডিগ্রি বৃদ্ধি করে, এটি সৌর তাপের স্থানান্তরও বাড়ায় এবং ভবনের অভ্যন্তরে তাপমাত্রা বাড়ায়।
4. সাধারণ নকশা একক স্তর রঙ বোর্ড।ছাদ বোর্ড ইনস্টল করার সময়, ছাদ সিস্টেমে তাপ নিরোধক স্তর ইনস্টল করা যেতে পারে, অভ্যন্তর অভ্যন্তর প্রবেশ করে সৌর বিকিরণ তাপ কমাতে।
ছাদাগুলি ইনস্টল করার আগে ডাবল-পার্শ্বযুক্ত প্রতিফলিত ফয়েলযুক্ত লেপপলিন বা স্লেটগুলির একটি খুব সহজ, অর্থনৈতিক এবং কার্যকর পদ্ধতি রয়েছে, এটি ঘনীভবন হ্রাস করার জন্য বাষ্প বিচ্ছিন্নতা হিসাবেও কাজ করে।
যদি ফিল্মটি 50 ~ 75 মিমি পর্যন্ত সমর্থন করে তার মধ্যে ছড়িয়ে দেওয়ার অনুমতি দেওয়া হয়, ফিল্ম এবং ছাদ প্যানেলের মধ্যে বায়ু স্তর আরও নিরোধক প্রভাব উন্নত করবে।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali